

 首页> 公司动态
首页> 公司动态 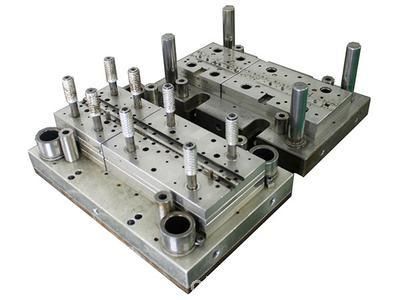
1).入水口对制品收缩率的影响 入水口的尺寸大则收缩率小﹐尺寸小则收缩率大﹐料流方向平行则收缩率大﹐垂直方向则收缩小 2).模具的基本构成 (1)前模(母模)(定模)﹑(2)后模(公模)(动模)﹑(3)嵌件(镶件)﹑(4)行位(滑块)、(5)斜顶﹑(6)顶针﹑(7)浇口(入水口) 3). 模具制品形状对制品的影响 壁厚﹐几何形状﹐会影响成形收缩率﹐脱模斜度大小 4). 模具壁厚过大。
壁厚过小的影响 壁厚过大﹕(1)增加成本 (2)延长成形时间﹐生產效率降低 (3)品质难管控﹐易出现气泡﹐缩孔﹐凹陷等 壁厚过小﹕(1)塑料在模具内流动的阻力大。如形状较復杂的﹐成形会困难 (2)强度较差 如果塑件的壁厚不均匀﹐那么成形过程后会收缩不匀﹐不仅造成气泡﹑凹陷﹑变形还会存在较大的内应力。 壁厚与壁薄的交界处避免有锐角﹐过度要綬和﹐厚度应沿著塑料流动的方向逐渐减小。 5).圆角(R位) 设置圆角(R位)增加强度﹐使塑件不致变形或裂纹 6).孔 (1)孔的周边容易產生熔接痕﹐降低了塑件的强度﹐注意﹕孔与孔﹑孔与塑件之间的距离一般应取孔的两倍以上 (2)孔的边缘可用凸台加强孔的强度 (3)盲孔的深度不可超过孔径直径的4倍 (4)螺丝孔特别应注意孔强度﹐孔径的尺寸大小。如果孔径太大打入螺丝后会有打滑的现象,如果孔径太小则会有打不入螺丝或打爆螺丝柱。(5) 孔柱太长(高)应注意模具排气不良 (6)孔径的深度最好是不超过孔径的8倍 (7)带有台阶的孔﹐型芯分别固定在定﹑动模两侧﹐很难保証同心度﹐而且在两个型芯的接合位易產生毛边﹐所以应将任一方的型芯(孔径)增大0.5MM以上﹐由另一端的导向成形 7).加强筋 (1)為了确保制品的强度和刚性﹐又不使塑件壁厚﹐可在塑件适当的部位设置加强筋﹐防止变形﹐在某些情况下﹐还可以改善成形中塑料流动的问题。 (2)加强筋的厚度不可超过塑件的50%﹐通常大约在20%左右 (3)加强筋应比塑件的平面低 8).模具的嵌件﹑行位﹑斜顶 模具的嵌件﹐行位和斜顶通常都是镶在模具的动模上﹐如果嵌合的不严密就会有毛边。
注射模塑机有两个基本部件:用于熔融和把塑料送入模具的注射装置与合模装置。和模装置的作用在于:1.使模具在承受住注射压力情况下闭合;2.将制品取出注射装置在塑料注入模具之前将其熔融,然后控制压力和速度将熔体注入模具。目前采用的注射装置有两种设计:螺杆式预塑化器或双级装置,以及往复式螺杆。螺杆式预塑化器利用预塑化螺杆(第一级)再将熔融塑料注入注料杆(第二级)。
螺杆预塑化器的优点是熔融物质量恒定,高压和高速,以及精确的注射量控制(利用活塞冲程两端的机械止推装置)。这些长处是透明、薄壁制品和高生产速率所需要的。其缺点包括不均匀的停留时间(导致材料降解)、较高的设备费用和维修费用。 最常用的往复式螺杆注射装置不需要柱塞即将塑料熔融并注射。 热塑性塑料注塑成型这种方法即是将塑料材料熔融,然后将其注入膜腔。熔融的塑料一旦进入模具中,它就受冷依模腔样成型成一定形状。所得的形状往往就是最后成品,在安装或作为最终成品使用之前不再需要其他的加工。许多细部,诸如凸起部、肋、螺纹,都可以在注射模塑一步操作中成型出来。
 hfcdy55@vip.sina.com
hfcdy55@vip.sina.com
 987654321
987654321
 合肥市肥西花岗工业集聚区
合肥市肥西花岗工业集聚区
 0551-62062166
0551-62062166
 0551-62062166
0551-62062166

扫一扫,关注微信
Copyright 2018 All Rights Reserved 版权所有 合肥百恒设备模具有限公司 皖ICP备18025922号-1 技术支持:思讯网络